 Within the past few years, a growing emphasis on proper operations and maintenance procedures has created a need for better component parts. Maintaining the reliability of components within a wind turbine can be a daunting task, especially in tropical and offshore environments. Properly maintaining clean lubricating oil is proven to be one of the best preventive maintenance practices an operator can perform. Three major factors influence the quality and cleanliness of a lubricant; monitoring, removing, and excluding. We suggest a proactive maintenance system which suggests on site oil analysis and proper handling methods.
Within the past few years, a growing emphasis on proper operations and maintenance procedures has created a need for better component parts. Maintaining the reliability of components within a wind turbine can be a daunting task, especially in tropical and offshore environments. Properly maintaining clean lubricating oil is proven to be one of the best preventive maintenance practices an operator can perform. Three major factors influence the quality and cleanliness of a lubricant; monitoring, removing, and excluding. We suggest a proactive maintenance system which suggests on site oil analysis and proper handling methods.
Removing contamination is always harder, it costs about ten times more to remove contamination than to prevent it in the first place. Offline filtration systems can be used to remove any digested contaminants, but are very expensive. Contaminants will enter a gearbox, transformer, or hydraulic oil reservoir as temperature, pressure, or fluid level changes occur. ZEOZORB® Desiccant Breathers adsorb water and filter particulate contaminants from ambient air BEFORE they enter your equipment.
Some of the most susceptible components are the gearbox drive system, power transformers, bearings, and hydraulic systems. Properly maintaining clean lubricating oil is proven to be one of the best preventive maintenance practices an operator/owner can make. Three major factors influence the quality and cleanliness of a lubricant; monitoring, removing, and excluding contaminants.
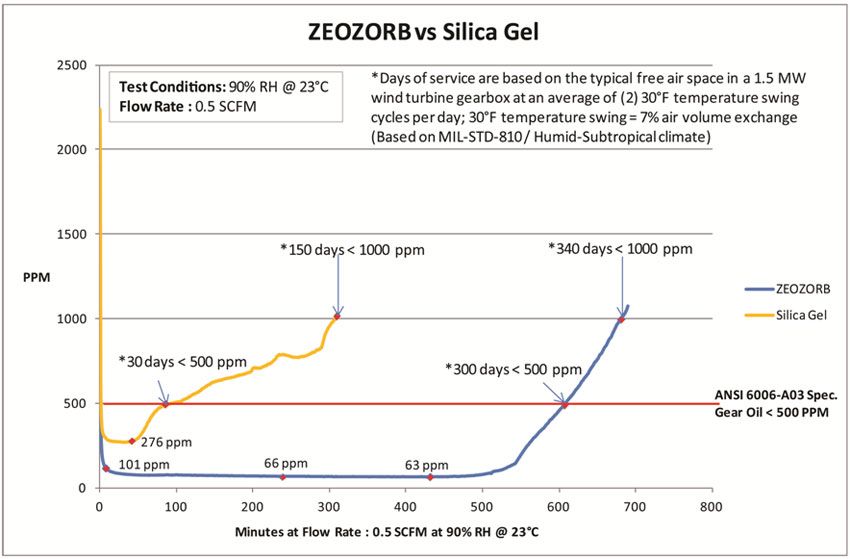
During their beginning development phase, Wind Turbines used a basic breather vent to filter out particulate from incoming ambient air, but nothing to filter out moisture from ambient air. The ANSI 6006-A03 F.5.3.3.2 standard states that gearbox lubricating oils should be kept under 500 ppm, parts per million moisture. Water in excess of this standard can lead to lubricant degradation, degradation of internal components, corrosion of metallic components, accelerated metal fatigue, accelerated additive depletion, accelerated oxidation, and can interfere with an active lubricant film formation. To this point, the solution has been the use of silica gel desiccant breathers, but even their performance is very limited.
Currently within the wind energy industry, silica gel breathers are the standard to protect against moisture contamination, however silica gel is not the highest performing desiccant available. Firstly, there is a common misconception within the industry about a desiccants adsorption capacity by weight. For example, the highest performing indicating silica gel can adsorb up to 33% by weight, where ZEOLITE can adsorb up to 27% by weight; therefore it appears silica gel is the better option. This is simply not the case, although silica gel adsorbs 33% by weight, the actual dew point or PPM level achieved is limited to around 250 ppm and can only achieve this level in a very narrow operating temperature range, above 25°C silica gel performance drops off drastically, whereas ZEOLITE can provide a significantly lower PPM level, less than 100 ppm at a very wide operating temperature range.
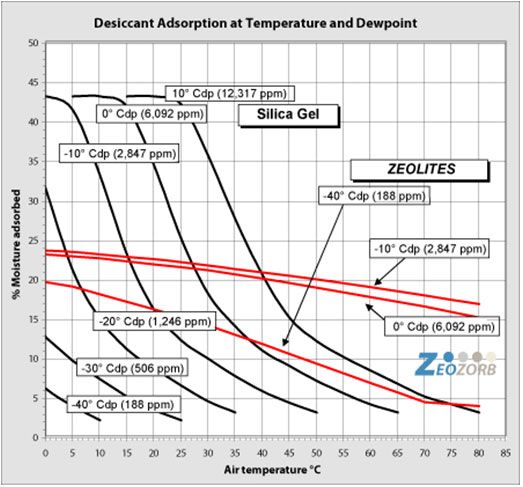 In addition, silica gel’s higher 33% adsorption capacity is a bit of an unfair claim, since that capacity should be equated to a specific temperature and PPM level achieved. For example, a silica gel providing dry air at 10°Cdp (12,317 ppm) at 30°C will adsorb 36% by weight, and a ZEOLITE providing dry air at 10°Cdp (12,317 ppm) at 30°C will adsorb 23% by weight, which appears that silica gel performs better . Silica gel does indeed have a higher adsorption % by weight, but it only provides relatively “dry” air, 10°Cdp (12,317 ppm). Let’s look at a scenario where we would exceed the ANSI 6006-A03 F.5.3.3.2 standard of less than 500 ppm moisture. A silica gel providing dry air at -40°Cdp (188 ppm) at 10°C will adsorb 3% by weight, and a ZEOLITE providing dry air at -40°Cdp (188 ppm) at 10°C will adsorb 18% by weight. In a scenario where silica gel is being used and temperatures exceed 10°C the desiccant will not adsorb any moisture, therefore ZEOLITE desiccant should be used as it maintains 5-20% adsorption capacity throughout almost any temperature conditions while exceeding the ANSI 6006-A03 F.5.3.3.2 specification of less than 500 ppm moisture.
In addition, silica gel’s higher 33% adsorption capacity is a bit of an unfair claim, since that capacity should be equated to a specific temperature and PPM level achieved. For example, a silica gel providing dry air at 10°Cdp (12,317 ppm) at 30°C will adsorb 36% by weight, and a ZEOLITE providing dry air at 10°Cdp (12,317 ppm) at 30°C will adsorb 23% by weight, which appears that silica gel performs better . Silica gel does indeed have a higher adsorption % by weight, but it only provides relatively “dry” air, 10°Cdp (12,317 ppm). Let’s look at a scenario where we would exceed the ANSI 6006-A03 F.5.3.3.2 standard of less than 500 ppm moisture. A silica gel providing dry air at -40°Cdp (188 ppm) at 10°C will adsorb 3% by weight, and a ZEOLITE providing dry air at -40°Cdp (188 ppm) at 10°C will adsorb 18% by weight. In a scenario where silica gel is being used and temperatures exceed 10°C the desiccant will not adsorb any moisture, therefore ZEOLITE desiccant should be used as it maintains 5-20% adsorption capacity throughout almost any temperature conditions while exceeding the ANSI 6006-A03 F.5.3.3.2 specification of less than 500 ppm moisture.
The bottom line is that wind turbines operate in harsh environments where their components are constantly put to the test. An accessory desiccant breather for a wind turbine may be a small component cost, but can significantly impact the life and performance of a wind turbine and should be no exception to this rule. If we look at the performance isotherm above, Desiccant Adsorption at Temperature and Dewpoint, it becomes clearly evident that silica gels adsorption capacity drops drastically as temperatures increase and in addition ZEOLITE can provide a much higher performance, or lower dew point in the range of under 100 parts per million. To be fully protected in ALL environments and conditions a ZEOZORB Desiccant Breather should be used. Not only will a ZEOZORB® Desiccant Breather provide maximum protection against moisture and particulate in any environment but they provide significantly longer life than a typical silica gel breather.